Brennschneiden
Unser Brennschneidverfahren ist spezialisiert auf das schnelle und unkomplizierte Anfertigen von Brennzuschnitten insbesondere für dickere Bleche. Zur Bestellung Ihres Metallzuschnitts laden Sie lediglich eine DXF-/STEP-Datei hoch. Wir fertigen daraus die von Ihnen gewünschte Kontur.
Das autogene Brennschneiden ist eines der ältesten, aber doch wichtigsten Schneidverfahren in der metallverarbeitenden Industrie. In allen Branchen, in denen niedrig legierte Stähle mit einer Materialstärke ab 5 mm präzise und schnell geschnitten werden müssen, erweist sich die Autogentechnik als optimal geeignet und besonders wirtschaftlich. Vor allem im Bereich größerer Materialstärken – ab 50 mm – gibt es bisher keine wirtschaftlichen Alternativen. Bei Materialstärken ab 160 mm ist die Brennschneidtechnik das einzig mögliche Trennverfahren im thermischen Schneidvergleich.
Wir schneiden
- Stahl von 22 mm bis 400 mm Dicke
- Format ab 50 x 50 mm bis 6.000 x 2.500 mm
- Stückgewicht bis max. 5 t
- Schneid-Toleranzen bis Materialdicke 50 mm nach ISO 9013-332
- Schneid-Toleranzen ab Materialdicke 50 mm nach ISO 9013-442
Vom Einzelstück bis zur Serie
Auch Ihre Prototypen sowie kleine Stückzahlen können Sie online bei uns bestellen. Dank modernster, CNC-gesteuerter Autogen-Brennschneidanlagen garantieren wir einen sauberen und äußerst exakten Zuschnitt.

Aktuell bieten wir folgende Materialien und Stärken an:
| Material | Werkstoff | Norm | Stärke |
|---|---|---|---|
| Grobblech | S235JR+N | EN10025-2/EN 10029 | von 100 mm bis 250 mm |
| Grobblech | S355 J2+N | EN10025-2/EN 10029 | von 22 mm bis 350 mm |
| Baustahl | S690QL | EN 10025-6 | von 100 mm bis 200 mm |
| Baustahl | S355AR | – | von 100 mm bis 400 mm |
| Einsatzstahl | 16MnCr5 | EN10084-2 | von 22 mm bis 250 mm |
| Vergütungsstahl | C45 | EN 10083-2 | von 22 mm bis 250 mm |
| Vergütungsstahl | 42CrMo4 | EN 10083-2 | von 22 mm bis 90 mm |
Wählen Sie aus weiteren Bearbeitungsmöglichkeiten
In Verbindung mit dem Brennschneiden bieten wir Ihnen zusätzliche Bearbeitungsmöglichkeiten an, welche die Qualität Ihres Bauteils deutlich verbessern.
Diese Fertigungsschritte können in der Online-Anfrage aktuell unter dem Verfahren Brennschneiden ausgewählt und nicht mit anderen Verfahren kombiniert werden:
1. Glühen
Beim Schneidvorgang kann es durch ungleichmäßige Temperatureinwirkungen zu inneren Spannungen sogenannten Eigenspannungen im Bauteil kommen, was insbesondere bei der Weiterverarbeitung zu größerem Aufwand führen kann. Durch den zusätzlichen Vorgang „Glühen“ werden Spannungen wieder abgebaut, ohne dabei die Festigkeit zu verändern. Wir empfehlen diese Option vor allem, wenn Sie eine mechanische Bearbeitung der Brennstücke planen.
Vorteile des Glühens:
- Bessere Zerspanbarkeit
- Verzugsarme, präzise Weiterverarbeitung
- Reduzierte Aufhärtung der beim Schneiden entstehenden Brennkante
- Reduzierte Bruch- und Rissanfälligkeit
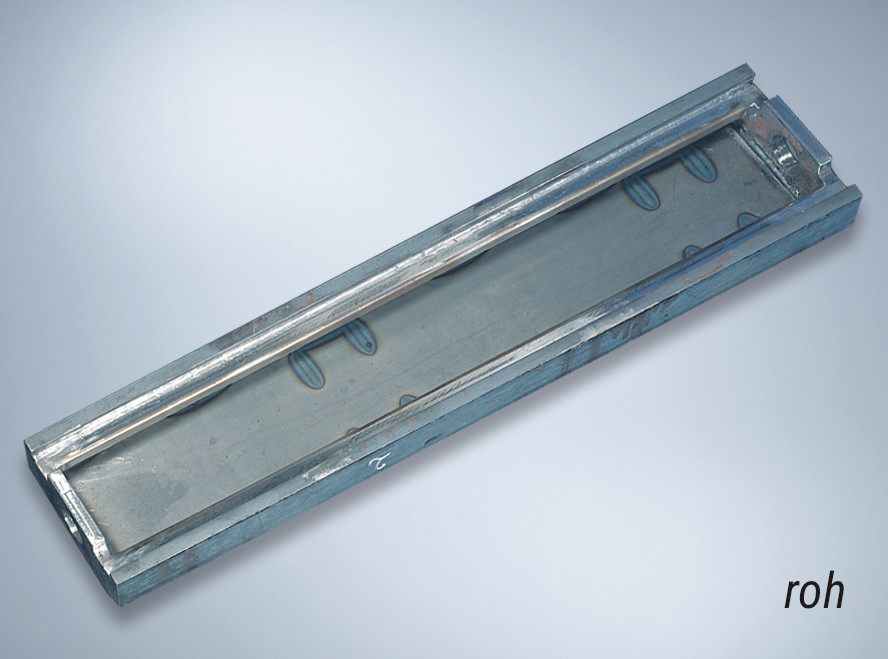
2. Strahlen

Nach dem Brennschneiden ist das Strahlen ein übliches Verfahren, um die Oberfläche der Teile von Zunder zu befreien. Zudem dient es als Vorbereitung für nachgelagerte Verfahren wie Schweißen oder Lackieren.
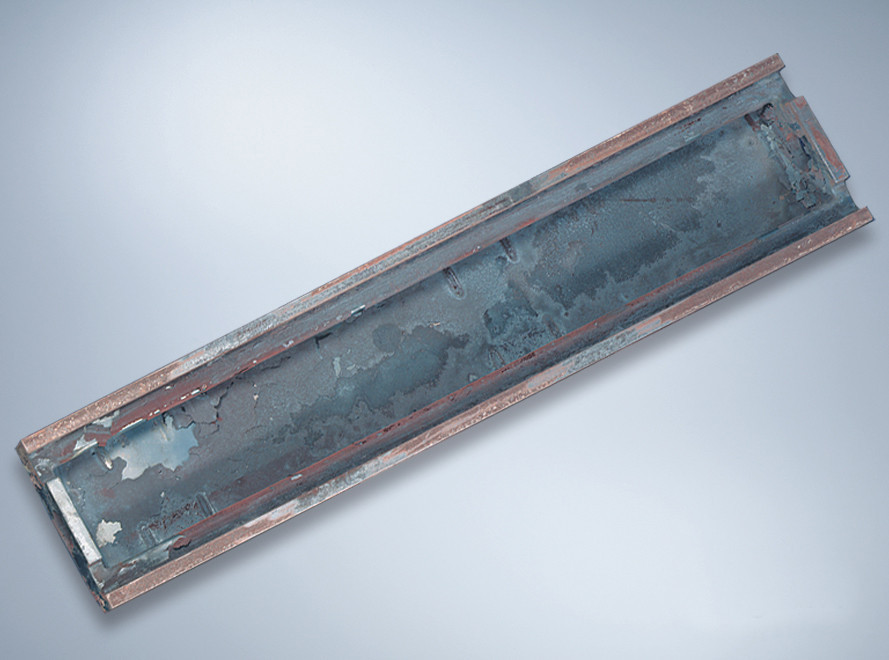
Auch nach dem Glühen empfehlen wir das Strahlverfahren, um die durch den Glühprozess verzunderte Oberfläche zu reinigen. In Ihrer Anfrage können Sie Strahlen im Schritt "Zusätzliche Bearbeitung" auswählen. Sofern eine raue Oberfläche keine negativen Auswirkungen bei der weiteren Verwendung Ihrer Metallteile hat, können Sie diesen Schritt überspringen.
Mehr zu Strahlen3. Schleifen
Das Schleifen der Zuschnitte nach dem Brennschneiden erfolgt bei uns durch Diskusschleifen. Es ist ein entscheidender Bearbeitungsschritt, der die Oberflächenqualität verbessert und Passgenauigkeit sicherstellt. Wählen Sie aus 2 Varianten:
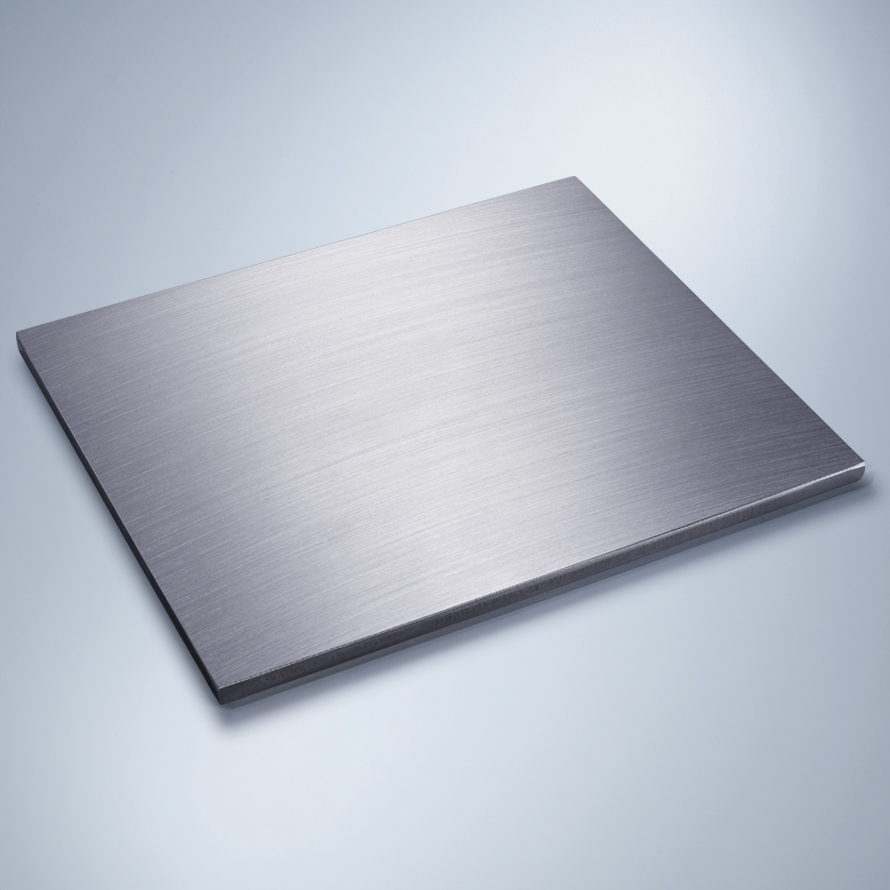
Sauberschleifen
Dieses Flächenschleifen ist für Bauteile geeignet, die auf eine ebene und parallele Oberfläche gebracht werden sollen. Der Dickenabtrag ist zwischen 1 – 3 mm variabel.
Abschleifen
Hierzu findet ein beidseitiger Materialabtrag mittels Diskusschleifen statt. Ein Abtrag ist zwischen 2 mm bis 5 mm möglich. Diese Schleifmethode verbessert deutlich die Qualität des Brennteils hinsichtlich der Ebenheit von 0,1 mm/m und der Parallelität/Dickentoleranz des gewünschten Maßes von +/-0,05 mm.
Ein starkes Unternehmen als Basis
Laserteile4you ist eine Dienstleistung der H.P. Kaysser GmbH + Co. KG. Das mittelständische Unternehmen gehört zu den führenden im Bereich der Blechbearbeitung in Deutschland. Auf einer Fläche von 30.000 m² vereint es zahlreiche Fertigungsbereiche der Blechbearbeitung – alle unter einem Dach.

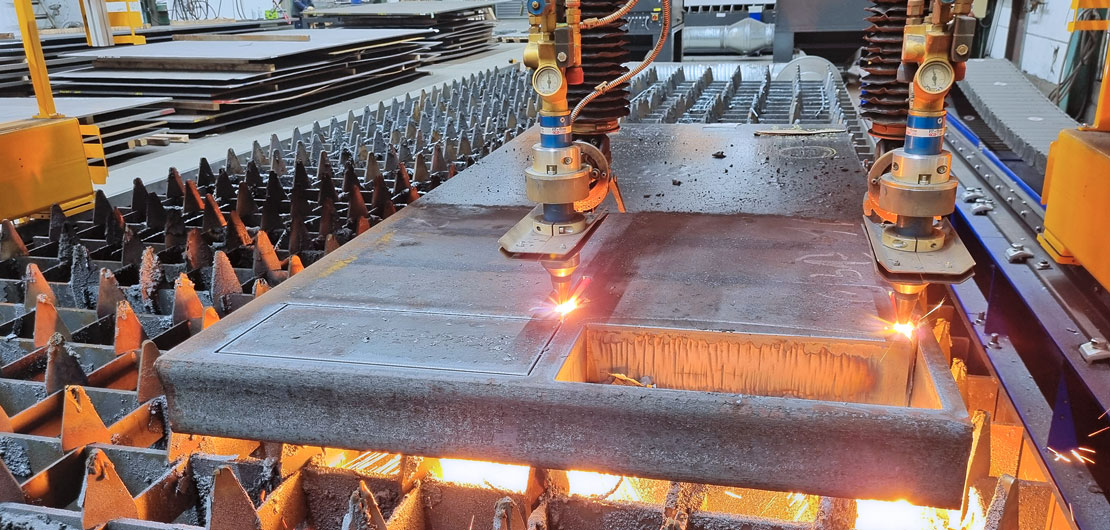
Wie funktioniert das Brennschneiden?
Durch eine Brenngas-Sauerstoff-Flamme wird der Werkstoff punktgenau auf Zündtemperatur gebracht und im Sauerstoffstrahl so verbrannt, dass eine exakte Schnittfuge entsteht. Voraussetzung für das Verfahren des Brennschneidens ist, dass der auf Entzündungstemperatur vorgewärmte Einsatzstahl im Sauerstoffstrom verbrennt.
In der Regel ist die Brennbarkeit bei unlegierten und niedriglegierten Stählen problemlos gegeben. Die Entzündungstemperatur liegt bei Stahl bei ca. 1.150 °C.
Mittels Druck werden Eisenoxid und die Metallschmelze nach unten in Richtung der Schnittfuge abgedrängt und ausgeblasen. Voraussetzung für das Entstehen der Schnittfuge ist, dass die Schmelztemperatur der Oxide unter dem Schmelzpunkt des Werkstoffes liegt.
Eine Acetylen-Sauerstoff-Flamme bietet gegenüber anderen Brenngasen wie z.B. Propan aufgrund ihrer physikalischen Werte wirtschaftlich große Vorteile. Die meisten Brennschneidmaschinen sind heute weitgehend als gesteuerte Maschinen ausgeführt.
Grundsätzlich können Metalle ab ungefähr 5 mm thermisch geschnitten werden, darunter sind andere Trennverfahren sinnvoller einsetzbar. Bei sehr dünnen Blechen entstehen aufgrund der hohen Schmelztemperaturen starke Eigenspannungen und Verformungen am Werkstück. Die wählbare Blechdicke im Bereich Brennschneiden beginnt bei Laserteile4you ab 22 mm und reicht bis 400 mm. Unabhängig von der Schnittform lassen sich die Schnittqualitäten den Erfordernissen bis zur höchsten Güteklasse anpassen. Wenn Sie besondere Anforderungen an die Qualität Ihrer Werkstücke haben, sprechen Sie uns gezielt an.
Zum KontaktWas ist der Unterschied zwischen mechanischen und thermischen Trennverfahren?
Man unterscheidet grundsätzlich zwischen den mechanischen Trennverfahren wie z.B. Schneiden, Sägen oder Abscheren und den thermischen Verfahren wie Brennschneiden, Laser-, Schmelz- und Plasmaschneiden.
Beim Brennschneiden, Plasmaschneiden oder Laserschneiden ohne Sauerstoff wird die thermische Energie der Heizflamme oder des Laserbündels benutzt, um die Temperatur des Materials zu erhöhen bis sie ihre Zündtemperatur erreicht. Der Sauerstoffstrahl verbrennt das Material und entfernt das Bauteil von Schmelze und Schlacke gleich in der Brennschneidanlage. Die Schnittgeschwindigkeit ist abhängig von der Reinheit des Schneidsauerstoffs und der ausgewählten Form des Schneidestrahls. Sauerstoff mit hoher Reinheit, eine ausgeklügelte Düse und ein angemessener Absatz sind Voraussetzungen für eine hohe Schneidgeschwindigkeit, exakte Schnittqualität und hohe Produktivität.
Beim Plasmaschneiden oder Laserschneiden mit Stickstoff wird das Werkstück bis zu seiner Schmelztemperatur erhitzt und das Schneidgas befreit das Produkt von der Schmelze.
Das Schneidgas wird in Abhängigkeit der Anwendung ausgewählt, um beste Ergebnisse zu erzielen.
Brenn- und Plasmaschneiden
Das Brenn- und Plasmaschneiden läuft in 2 Stufen ab:
- Die Zündung. Sie setzt eine Erhöhung der Temperatur des Materials voraus.
- Das Schneiden. Beim Brennschneiden hat der Laserstrahl das Ziel eine Verbrennung zu erzeugen. Aus der Mitte der Düse wird der Schneidsauerstoff auf das Werkstück projiziert, so erfolgt die Entsorgung der erzeugten Oxyde im Schlitz.
Beim Plasmaschneiden entsteht ein Lichtbogen zwischen der Elektrode des Brenners und dem Werkstück. Der Gas- oder komprimierte Luftstrahl treibt dann die Schmelze heraus.
Autogenes Brennschneiden
Beim autogenen Brennschneiden oder kurz Autogenschneiden wird ein Sauerstoffstrahl auf das Metall abgegeben, welches seinen Schmelzpunkt erreicht hat. Es ist wichtig zu erwähnen, dass das Schneiden durch die Oxidation ausgelöst wird und nicht aufgrund der Stärke des Strahls.