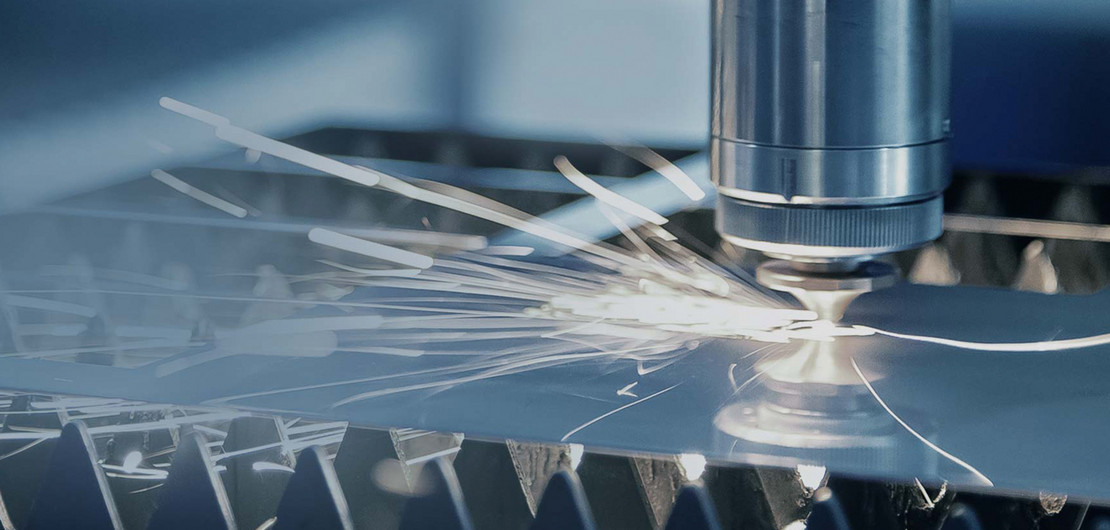
Das Laserschneiden ist eines der führenden Verfahren zum Schneiden von Blechen. Schnelligkeit, präzise und saubere Schnittkanten und die vielfältigen Anwendungsmöglichkeiten machen Laserschneiden zu einem sehr effizienten Trennverfahren.
Unsere Fertigungsverfahren
Bei Laserteile4you wählen Sie für Ihre digitale Anfrage aus einer Vielzahl an modernen Fertigungsverfahren. Selbstverständlich können Sie die diversen Bearbeitungsschritte individuell auf Ihre Bedürfnisse zuschneiden.
Alle Kompetenzen unter einem Dach

Als inhabergeführter, mittelständischer Komponenten- und Systemlieferant in der Metallbearbeitung produziert H.P. Kaysser alles, von einfachen Blechteilen bis zu hochkomplexen, mit Elektronik versehenen Baugruppen aus einer Hand. Unser Anspruch als Systempartner ist es, das Leistungsportfolio unserer Kunden durch unsere qualitätsorientierte Produktion in Wirtschaftlich- und Werthaltigkeit zu unterstützen und zu ergänzen. Vom Engineering über die komplette Prozesskette Blech bis zur Logistik werden intelligente und wirtschaftliche Lösungen angeboten. Wenn Sie sich weitergehend zu den umfangreichen Fertigungsbereichen informieren wollen, lohnt ein Blick auf die H.P. Kaysser Homepage.